 �ԄӜy�ظ�Ч�͉�����ұ����DZ���˾����������̖��201721115360.1���aƷ����Ҫʹ����ұ���ИI���F�Fˮ�ޡ�����ˮ�����B�T���g���ĸ�Ч�͉����أ�ͬ�r���bұ������ضșz�y�b�á�ұ������ضșz�y�b���ЃɷN��һ�N������ұ����⚤���b���ɂ��о��ߜ؟��ż�z�yұ������ضȣ���һ�N���ßo���ߜ؟��ż�z�yұ������ضȡ�
�ԄӜy�ظ�Ч�͉�����ұ����DZ���˾����������̖��201721115360.1���aƷ����Ҫʹ����ұ���ИI���F�Fˮ�ޡ�����ˮ�����B�T���g���ĸ�Ч�͉����أ�ͬ�r���bұ������ضșz�y�b�á�ұ������ضșz�y�b���ЃɷN��һ�N������ұ����⚤���b���ɂ��о��ߜ؟��ż�z�yұ������ضȣ���һ�N���ßo���ߜ؟��ż�z�yұ������ضȡ�
��1����Ч�͉������Fˮ�����ԄӜy�ظ�Ч�͉������ˮ��
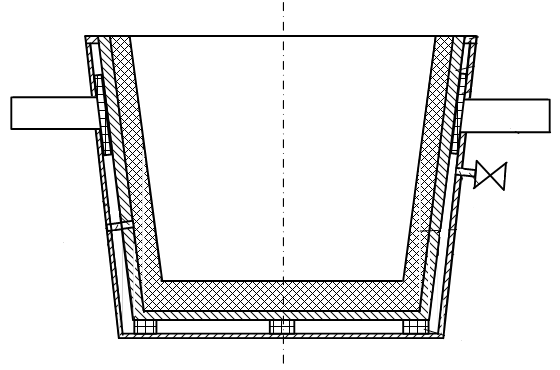
�F��ұ���gҪ���Fˮ����䓰���ұ���O�䲻����һ�����ε�ұ�����\ݔ��ʢҺ���������˝M�㹤ˇ�����ϵĿ���Ҫ��һ��ͨ�^�߶˵��ͻ���ρ팍�F�����Դ��ڜؽ��ɱ��ߵȆ��}��
�Fˮ����ʢ���Fˮ�����������ǟ��F�O��ĽM�ɲ��֣��Fˮ���b���Fˮ����ͨ�^�Fˮ���\ݔ܇�\����䓏S��·;�����^�h�����\ݔ�^���У��pʧ����������������pʧ���·֞�ɲ��֣���һ���֞��Fˮ�ϱ��棨�Fˮ�ڣ���ݗ���pʧ���ڶ����֞�䓰��⚤����ľC��ɢ��pʧ���Fˮ�ضȵĽ��Ͳ��H���L�˟��F�r�g������ԭ���ϣ��ͻ���ϣ��̈́�����Դ���ġ�
䓰���ʢ���ˮ�����������Ǿ����O��ĽM�ɲ��֣��ˮ���b��䓰���Ă�ݔ�͝��T�^����Ҫ�pʧ����������������pʧ���·֞������֣���һ���֞��ˮ�ϱ��棨䓰��ڣ���ݗ���pʧ���ڶ����֞�䓰��⚤����ľC��ɢ��pʧ���������֞�䓰����r�����pʧ������ȡ��߳�䓜ضȵķ������a��䓰�ʢ����g�ˮ�Ĝضȓpʧ�Dz������ģ��^�ߵ���ߟ�䓜ضȲ��H���L�˟�䓕r�g������䓮a��������ԭ���ϣ��ͻ���ϣ��̈́�����Դ���ģ��s���۟��t�ęz�����ڣ�������������B�T���a�IJ��Ӻ��T�����|��ȱ�ݡ�
��Ч�͉������Fˮ����Ч�͉������ˮ�����ҹ�˾�����aƷ����䓏S���ø�Ч�͉������ˮ�����g����ʹ��䓳�䓜ض�ƽ�����½�20�����ϣ��p��ԭ�Ϻ���Դ�����ģ��s�̴����r�g������ұ����ˇ��
��2���ԄӜy�ظ�Ч�͉��������g��
a���Ŀ�о������x
���g�����B�T���a����Ҫ�O�䣬���g���ȵ��Һ�ض�ֱ��Ӱ��B�T�^�̵�����M�У��DZ��C�B�T���|������Ҫ���ϡ��������g���Һ�ؽ��^���������ø��^��ȝ��T���ɴˌ������ٽ��͡������T����©Σ�U������l�_�����ĵ��S���^С������ƫ�����غͶ��������A����صȆ��}����p�����g���ؽ������y�����nj����g���M�мӟ��a����Ŀǰ��Ҫ�ӟ᷽���иБ��ӟ�͵��x�Ӽӟ�ȡ��@Щ�����ձ�����O��Ͷ�Y�ߡ��\�гɱ��S������ͭh��Ӱ푴��ȱ�c�����Ŀ�״���������g����ձ��ؼ��g���ѫ@���Ҍ������˷��˂��y�ӟἼ�g��ȱ�c���H����ͨ���g����������һ�ӱ�����Ҿ��܌��F�����������c����1������ʹ��䓜ض�ƽ���½�10�����ϣ��p��ԭ�Ϻ���Դ�����ģ��s�̴����r�g������ұ����ˇ�� ��2���p�����g����pʧ���Ķ��p���ˮ�Y��������T���|���� ��3�������������g���ȱڜضȣ��p�����g�濾�Δ��͕r�g�� ��4��������g�����g�� ��5���p���ˮ��ע�ضȣ���߮aƷ�|���ȃ��c����ˣ��oՓ�ǏĽ������棬��ʡ��Դ߀�Ǐİ�ȫ���濼�]�����g����ձ��ؼ��g���������B�T���a��ˇ��������Ҫ���x��
b�� �Ŀ���о�����
ͨ�^�\��ansys�̘Iܛ������������g��ģ�ͣ��M�����g���ضȈ���ģ�MӋ�㣬�������g�����M�Пᑪ���������Ãɂ�С��������g���M�Ќ�������҃��ⰲ�b���ż���y�ð��ڃ���ضȣ�Ӌ������ҵČ���ϵ����ͨ�^��׃��ն��{���Һ�ض��_����ѝ�ע�ضȡ������g��������҃��ⰲ�b���ż���������y�õĜض�Ӌ������ҵČ���ϵ�����z�y�ˮ�Ĝضȣ������������{����նȣ����C��ע��ќضȡ�
ͨ�^���R䓡���䓵��B�T�C���M��ԇ�Y�����棺������g������Ч���@������ͬ�����ͨ�����ؿ��_8-10k��������ضȜp��70k���ϣ���ԭ����320k���p����250k���Һ�ضȾ����Դ������ߣ���ͬ�����ͨ���g�����6k���ϣ��T���|��Ҳ�õ��^����ȵ���ߡ�
c���¹�ˇ�b��ʾ��D
��3���ԄӜy�ظ�Ч�͉�����ұ�������Ч�����
1�������䓏S���ø�Ч�͉������ˮ����Ч�͉��������g�����g����ʹ��䓜ض��½�20�����ϣ��p����ԭ�Ϻ���Դ�����ģ����Ч��s8Ԫ ��
2����p���ˮ�������g����pʧ���ˮ�Y������������p�٣����Ч��s4.5Ԫ��
3���p���ˮ�������g�濾�Δ��͕r�g�����Ч��s0.5Ԫ��
4����aƷ�|����ߣ��ɴˮa���Ľ���Ч���Ƿdz����^�ġ�������ˣ��е�䓏SͶ���Y��ÿ��1200�fԪ��ُ�����g���Б��ӟ��b�ã�
5���ԄӜy���b�ô_��ұ�����©䓣��Ԅ��A��ұ����Ͳ�ʹ�à�r���_���Ͳĸ��Q���ڡ�
��4����Ч�͉�����ұ������g���c��
��Ч�͉�����ұ������g�h�����a�ɱ��͡�ʹ�É����L�������Ժá���ȫ�h�������������Ժõ����c��
�簴��a200�f���Ӌ���t������ֱ�ӽ���Ч�棺2500�fԪ���]���]��aƷ�|����ߎ����ľ�Ч�棩��

�������ұ�����O������˾© 2020 ������� �����A���͇�����c��Ϣ���I�ս��I�S���C����̖���KICP��20046813̖-1 ���g֧�֣��A������
